
Over the last several decades, anywhere you turn, you’ll see a racer in the winner’s circle using products from one of the many brands under the Comp Performance Group umbrella, including Comp Cams, F.A.S.T., ZEX, and more. The company has devoted an enormous amount of resources into its manufacturing operations along with strategic investment into the people to support the products, from conception to marketing to packaging and shipping.
I’ve been to Memphis numerous times throughout my career to cover events at Memphis International Raceway, but have never been able to squeeze the time out of my schedule to visit the company’s operations base – until my most recent trip to the heart of the mid-South to attend the Outlaw Street Car Reunion. I flew into town a day early and made plans with COMP’s Marketing/Media Coordinator, Trent Goodwin, to get into the action behind the scenes with my camera.

This is all you can see from Democrat Road in Memphis. The unassuming building is the COMP Cams headquarters; its looks are deceiving from the outside, because once you get into the building every nook and cranny is filled with people, parts, or machinery. The layout of the building precluded me from snapping a photo of the entire facility.

This was a first for me – I’m used to people running the other way when I show up!

We entered into the office area, which is realistically scattered throughout different sections of the building. This area is where the tech staff sits and answers your phone calls to the COMP Cams Help line. Not only does the staff have to be well-versed in camshaft design and application, they also support all of COMP’s brands in the process – F.A.S.T, ZEX, Quarter Master, TCI, RHS, Inglese, and more. Everything from camshafts for drag race and marine engines to fuel injection can be handled by the staff in this room. One thing I found interesting when I was chatting with Trent during this stop of the tour is that all of these employees are sourced from the local hot rodder population.


Once we walked through the office area, it was out into the expansive manufacturing and storage area of the building. At one time this area was used for shipping as well, but now it’s mostly dedicated to packaging products in bulk. CPG has a new, much larger warehouse facility in Olive Branch, Mississippi – just down the road and across the state line from Memphis – which is where the vast majority of the company’s inventory is stored and shipped out to customers. CPG owns its own fleet of trucks to transfer this inventory from one location to another.


Camshafts awaiting packaging and labeling.


It seemed that everywhere I turned in this area of the building, there were simply camshafts, camshafts, and more camshafts. Ultimately, COMP Cams is a machine shop at heart, who builds some of the most advanced racing equipment on the planet. Everything from V6 Buick to straight 6 Chevy blanks are on the shelf.
“With new engines being developed every year, we have to continually grow our core room for these new applications. Also, some applications have multiple cores depending on the lobe numbers, lobe separation, base circle and even lift. The small-block Chevy alone has over 120 different core options on the shelf ready to grind. Having all of these core options in house allows us to cater to every customer depending on what they are building,” says Goodwin.

The company also stocks cores for some of the world’s premier racers, like NHRA Pro Stock racers and engine builders Gray Motorsports. I could show you the information on the card, but then I’d have to kill you.




Once we walked through the storage areas, we made it into the machine shop, where the work happens. The first stop was in the rocker arm assembly area, where I was informed that the shop assembles and final-tests upwards of 10,000 rocker arms, every single week. The employees in this area have all been in their respective positions for over 10 years. Now that’s dedication!

The company has made a large equipment investment with the purchase of this Eltropuls Nitrider. By bringing this process in-house, they can control it more efficiently and ensure the final product is up to their standards.
“For camshafts, our plasma nitriding process accelerates nitrogen into the surface (up to 0.010-inch deep) through electric potential and temperature in a plasma environment to increases hardness and greatly improve lubricity. This is very beneficial in all sliding applications including flat tappet and sliding overhead follower applications,” explained Goodwin.


Here’s where the secrets begin. Any idea what this is? It’s actually a camshaft master lobe, and without these, it’s not possible to manually grind camshafts. These eccentric profiles are engineered and developed by COMP’s R&D team, then manufactured in-house and put to work on the company’s manual grinding machines. There were seemingly thousands of these in the storage room, kept under lock and key.

The camshaft cores are turned into engine brains on this machine. When you see as many camshafts come through your machine as this gentleman does, the steps appear easy to an outsider even though there is a high level of precision work taking place.


Even with the high level of engineering skill and manufacturing prowess which goes into every camshaft manufactured at COMP Cams, the company also takes the time to measure its work and ensure the camshafts are what they say they are. This machine – the Adcole 911 – is a Coordinate Measuring Machine designed specifically for this task, and is the industry’s benchmark equipment used for camshaft measurement.

Not every camshaft is ground on the manual machinery. Many – especially the tool steel units – are manufactured with CNC machinery such as this Okuma GC34-Nh, which uses specialized software offering over 2,000 data points carried out to seven decimal places to allow the machine operator to properly grind the camshaft.
“At this time, 40 percent of our camshafts are ground on the manual grinders and 60 percent are done in the CNC machines. The manual grinders are our heart and soul, while the CNC grinders are our future. Our CNC program gives us the ability to run batches of part number camshafts in a timely manner, or grind our latest lobe technology for some of the top tier racing teams in the world,” says Goodwin.

Once the camshafts are ground, each one is checked for straightness at multiple points along the shaft. If the camshaft is found to be out of specification, pressure is applied opposite the spot where the camshaft is out of specification in order to correct the condition. This is one reason that camshaft cores – prior to grinding – can be stored lengthwise, but after the grinding process is completed, should be stored standing on end. The weight of the material resting on its side can cause slight bending of the shaft over time.

Behind these doors, where access is severely limited, Goodwin took me into what he called the “Toy Box”. It’s within this area that Comp’s engineers install the products they design on a variety of vehicles and test them in the real world.


There are a number of engines which have been windowed in various places to allow the company to use a SpinTron tester, which gathers data about how the company’s camshafts, valve springs, rocker arms, and other related equipment actually performs in the real world.
“The Spintron may be our most valuable piece of equipment for the engineering department. There is no better way to validate valvetrain designs. The Spintron allows us to gather data to analyze the dynamics of the entire system. We can measure valve motion per every degree of camshaft rotation and see how all the components are responding to the camshaft design, or other component changes that we’ve made,” says Goodwin.
“Camshafts, lifters, valve springs, retainers, rocker arms, and pushrods all benefit from testing on the Spintron. Our Spintron allows our engineers to see if a new part has met all the design requirements better than if it went straight into a running engine. When it comes to design testing and validation, the Spintron is our first tool of choice, well before we put anything on the engine dyno.”


Both an engine and chassis dynamometer are also located within the Toy Box; COMP engineers test not only their own products but those of their competitors to assist in the development of new parts. Being able to measure the real-world output and performance of particular components is invaluable in the engineering process.
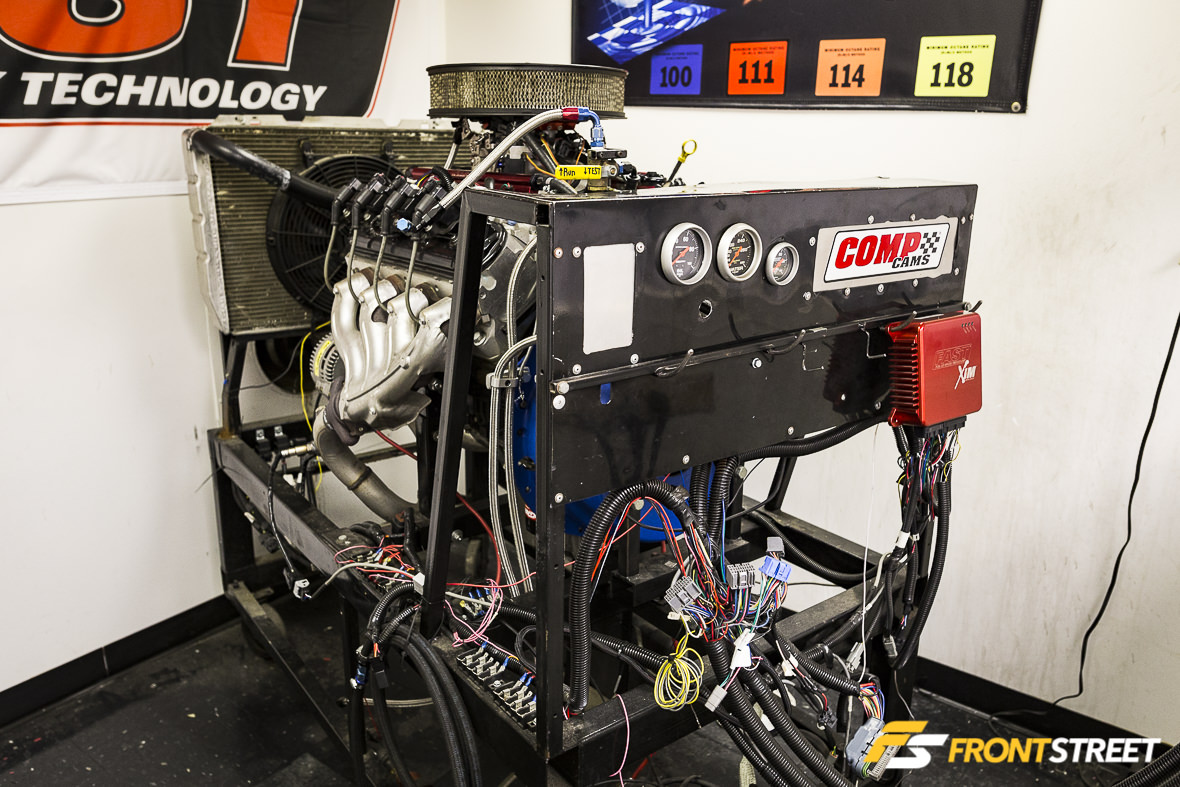
At first glance, this appeared to be a simple engine run-in stand, but after closer inspection I realized that it has both port fuel injection and throttle-body fuel injection systems from F.A.S.T. fitted to the intake manifold. Goodwin explained that this engine allows the technical staff to test a customer’s EFI parts – such as an XFI 2.0 system or XIM ignition box – to determine whether a part is faulty or a customer needs to look deeper into their vehicle for answers.

Once we were done touring the Memphis location, we took a leisurely ride down the highway to the company’s warehousing operation, a nondescript building off the beaten path. Inside, there were seemingly endless rows of products from each of the various CPG brands.

It’s at this location where I was able to see what goes into assembling, packing, storing, and shipping the company’s products to the end consumer. All in all, this was an amazing trip where I was able to interact with the folks who bring COMP Performance Group products to life. Every single person I spoke with was enthusiastic about what they do – bring performance to life for the rest of us!
Gallery


















OFFICIAL PARTNERS



OFFICIAL PARTNERS



